| Rolland |
| (.333 member) |
| 17/02/10 07:17 AM |
|
|
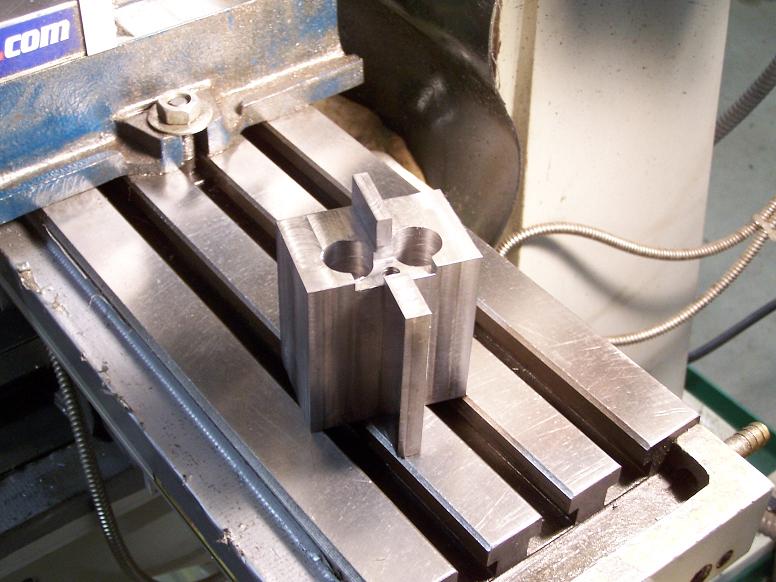
I started with a piece of 4140 annealed 2 1/2 inches square and milled the bottom lugs. They were left .004 over size to allow for fitting as they are tapered. pretty much straight forward milling.


I drilled the block and reamed it to allow for threading I used 3/4-24 as I had the tap and die. This is kinda where things get slow as both ends of the block has to be cut at 89 degrees to allow for it to line up when fitted to the action.
I used a spud to help aline the holes after reaming and before running a tap through.

These are the spud and barrel mock up to check and see if things were going according to plan.

After threading the block I set it back up and cut the tang and inlet for the extractor.

Machining the lugs was a somewhat different problem I did not have a cutter for the back lug and had to maching it with a standard round mill coming in from the side the back cut was done with a 3/16 round mill and filed to fit. The cut for the hook is 8 mm or .335 that was a cut and smoke until it got a 100% fit. Every thing else was hand cut.
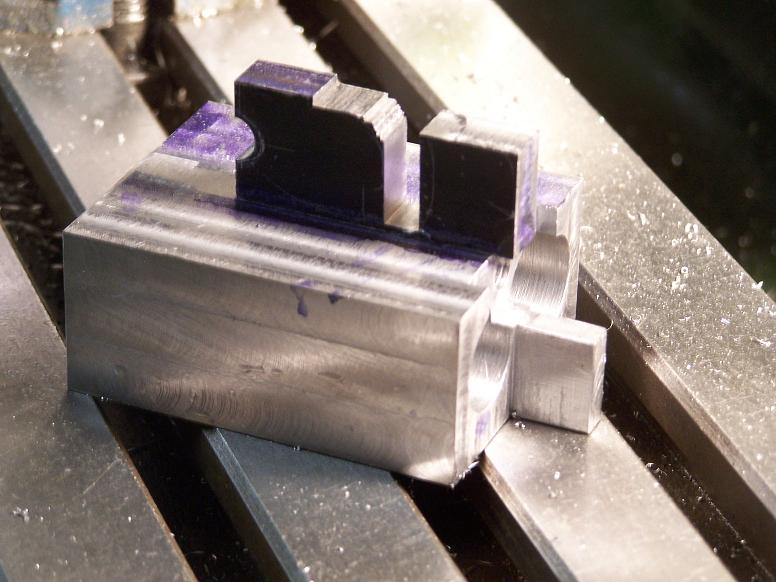

Success after 40+ hours of smoke and fit and using many stones it fits and locks up with 100% fit on face. Waiting for barrels then the block gets cut to finished outside shape. I also started the forearm iron as I will make one for this set of barrels.



The next step is to fit the cross bolt and wait for barrels.
