| baileybradshaw |
| (.333 member) |
| 24/09/09 12:07 PM |
|
|
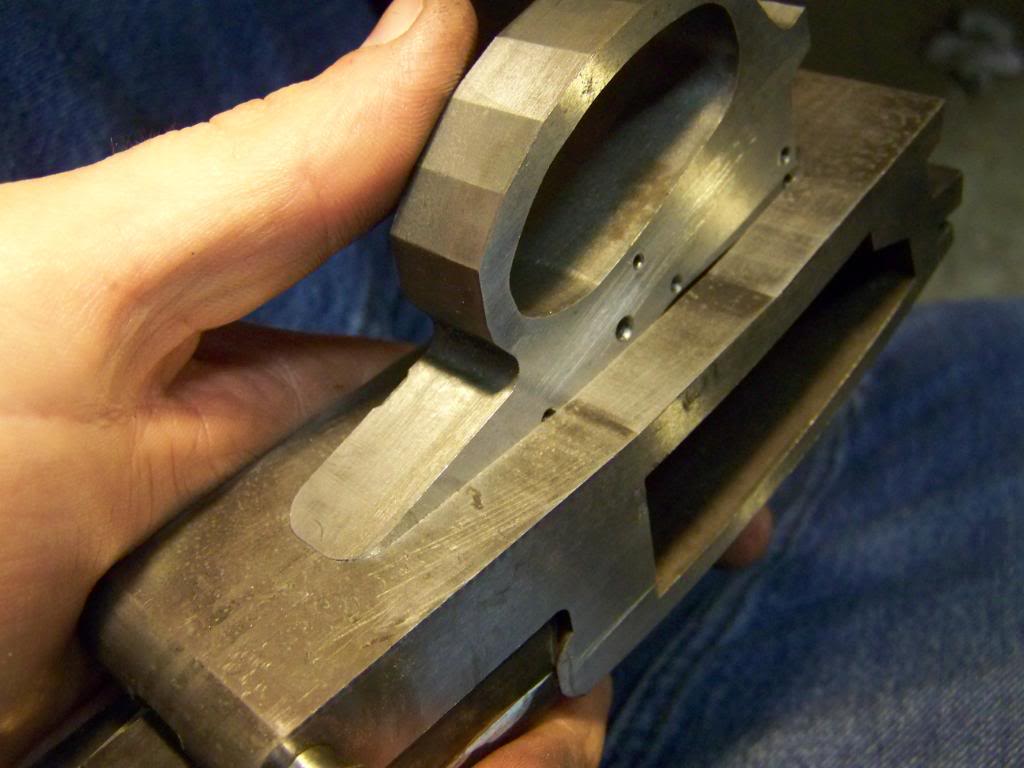
Worked on the lock slide today, and the top lever is on the mill now. I start with a 3/4"x.140"x3" piece of 52100. Machine the top lever dog hole and the underbite holes. Once those are machined, the part is surface ground to fit the slot in the action. At this point it is heat treated and tempered to 42rc. Here is the part after tempering.

A picture of it in the action

I file fit the lock slide to enguage the underbites. I don't want it too far into the underbites, just enough at this point to lock down the barrels. It has about 6 degrees of angle.

While waiting on the top lever to finish machining, I went to work fitting the trigger group housing. I will finish this up tomorrow, but here it is with the front end inserted. The trigger group will be removeable for cleaning, just one screw at the rear holds it in place.